Неодамна, пријател клиент на JSR прилагоди проект за резервоар под притисок за роботско заварување. Работните парчиња на клиентот имаат различни спецификации и има многу делови што треба да се заварат. При дизајнирање на автоматизирано интегрирано решение, потребно е да се потврди дали клиентот прави секвенцијално заварување или точкасто заварување, а потоа целосно да го користи роботот. Да се направи. Во овој период, открив дека тој се сомнева во изборот на позиционер, па JSR накратко го претстави на сите.
Вертикален позиционер за превртување на главата и задната летва со двојна станица
VS триосен вертикален позиционер за превртување
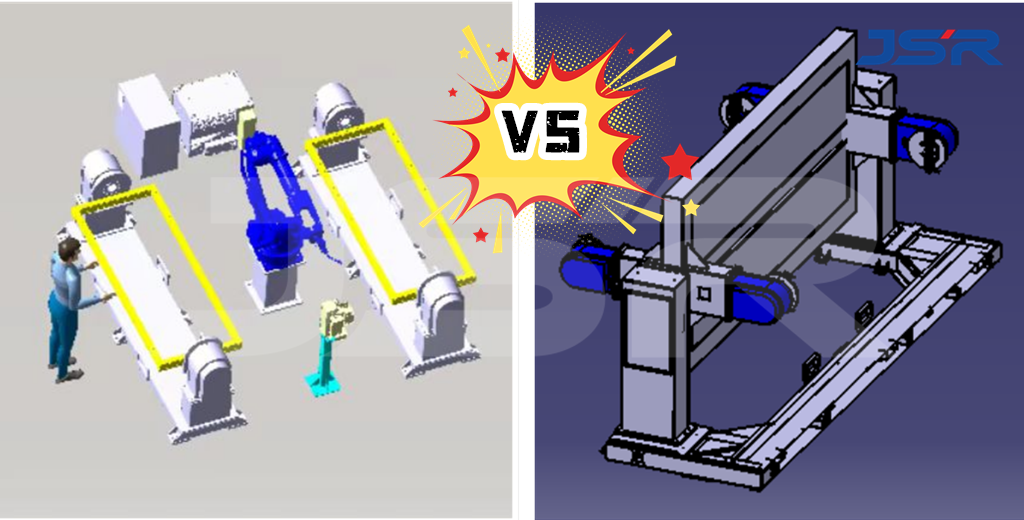
Во роботската работна станица за заварување, двостачкиот едноосен вертикален превртувачки позиционер за глава и задна летва и трионскиот вертикален превртувачки позиционер се две вообичаени опреми за позиционирање и имаат свои предности во различни сценарија на примена.
Следниве се нивните сценарија за примена и споредби:
Двостепен едноосен позиционер за глава и задна рамка:
Погоден е за сценарија каде што работниот дел треба да се ротира и позиционира за време на процесот на заварување. На пример, во производствената линија за заварување на каросерија на автомобили, два работни дела можат да се инсталираат на две станици истовремено, а ротацијата и позиционирањето на работните парчиња може да се постигне преку позиционер за глава и задна летва со една оска, со што се подобрува ефикасноста на производството.
https://youtube.com/shorts/JPn-iKsRvj0
Триосен вертикален превртувачки позиционер:
Идеално за сложени сценарија за заварување кои бараат ротирање и превртување на работните парчиња во повеќе насоки. На пример, во воздухопловната индустрија е потребно комплексно заварување на трупови на авиони. Троосниот вертикален позиционер за превртување може да реализира ротација и превртување на работниот дел во повеќеосни и вертикални насоки за да ги задоволи потребите за заварување под различни агли.
https://youtu.be/v065VoPALf8
Споредба на предности:
Двостепен едноосен позиционер за глава и задна рамка:
- Едноставна структура, лесна за ракување и одржување.
- Два работни парчиња можат да се обработуваат истовремено за да се подобри ефикасноста на производството.
- Погодно за некои поедноставни задачи за заварување, како што се работни парчиња на кои им е потребна една оска на ротација.
- Цената е поевтина од трионскиот вертикален превртувачки позиционер.
- Заварувањето се менува помеѓу левата и десната станица. При заварување на една станица, работниците треба да товарат и истоваруваат материјали од другата страна.
Триосен вертикален превртувачки позиционер:
- Може да реализира ротација и превртување на повеќе оски и е погоден за сложени задачи за заварување.
- За време на роботското заварување, работниците треба да ги завршуваат товарењето и истоварувањето на работните парчиња само од едната страна.
- Обезбедува поголема флексибилност и точност при позиционирање, што може да ги задоволи барањата на различни агли на заварување.
- Погодно за работни парчиња со висок квалитет на заварување и прецизни барања.
Како заклучок, изборот на соодветен позиционер зависи од специфичните барања на задачата за заварување, вклучувајќи фактори како што се сложеноста на работното парче, аголот на заварување, ефикасноста на производството и барањата за квалитет на заварување.
Време на објавување: 20 февруари 2024 година
